欢迎光临泰州市宴云不锈钢制品有限公司官方网站!

全国咨询热线
158-610-61122
欢迎光临泰州市宴云不锈钢制品有限公司官方网站!
全国咨询热线
158-610-61122

手机:15861061122(王总)
电话:0523-83773616
邮箱:56145055@qq.com
网址:www.yanyunbxg.com
地址: 兴化市戴南镇张帅路北侧
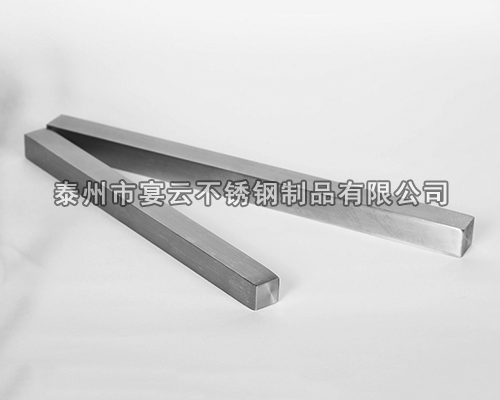
认识了这一影响的规律,我们就可以从不同的使用要求出发,选择不同含碳量的不锈钢。 303光元例如工业中应用广泛的,也是起码的不锈钢——0Crl3~4Cr13这五个钢号的标准含铬量规定为12~14%,就是把碳要与铬形成碳化铬的因素考虑进去以后才决定的,目的即在于使碳与铬结合成碳化铬以后,固溶体中的含铬量不致低于11.7%这一低限度的含铬量。 就这五个钢号来说由于含碳量不同,强度与耐腐蚀性能也是有区别的,0Cr13~2Crl3钢的耐腐蚀性较好但强度低于3Crl3和4Cr13钢,多用于制造结构零件,后两个钢号由于含碳较高而可获得高的强度多用于制造弹簧、刀具等要求高强度及耐磨的零件。光元厂家直销又如为了克服18-8铬镍不锈钢的晶间腐蚀,可以将钢的含碳量降至0.03%以下,或者加入比铬和碳亲和力更大的元素(钛或铌),使之不形成碳化铬,再如当高硬度与耐磨性成为主要要求时,我们可以在增加钢的含碳量的同时适当地提高含铬量,做到既满足硬度与耐磨性的要求,又兼顾—定的耐腐蚀功能,工业上用作轴承、量具与刃具有不锈钢9Cr18和9Cr17MoVCo钢,含碳量虽高达0.85~0.95%,由于它们的含铬量也相应地提高了,所以仍保证了耐腐蚀的要求。
不锈钢棒材的冷成形加工工艺过程完全不同于低合金钢和普通碳钢,因为不锈钢棒材强度更高,更硬,塑性更好,加工硬化速率更快,而且还必须维持其固有的耐腐蚀性能。303光元这些特性必须需要更大的动力,工艺设备磨损的允许差增加,加工过程需要避免表面污染和耐腐蚀性能的削弱。 不锈钢棒材的选择通常按照规格要求的性能来的,如耐蚀性或耐热性,强度,塑性等。不锈钢棒材的加工硬化的结果,光元厂家直销和随后对力学性能的影响,在成形加工时不锈钢棒材的选择起着至关重要的作用。

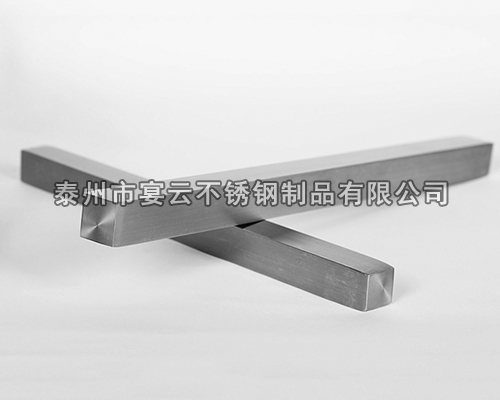
不锈钢棒材常常会受到外界的因素而产生一系列的变化,一旦其表面受到一定的影响后就会影响其使用性能,那么不锈钢棒材的表面受到损坏,我们怎么办呢?应该如何阻止呢?303光元下面我们泰州宴云在这里给大家一些建议。不锈钢棒材金属外表因受压发生冷焊或熔化,这以后因为相对运动使金属碎粒掉落,并敏捷氧化。二者都发生氧化锈粒,损坏金属界面。氧在摩振腐蚀中很重要,但也有些摩振腐蚀不需要氧。邯郸光元防护办法可在触摸外表涂润滑油脂,可减小冲突,并扫除氧,若是外表一起磷化更有用。还可选用硬质合金,喷丸处置或冷加工以进步外表硬度等。为了下降不锈钢圆钢的脆性,将淬火后的不锈钢圆钢在高于室温而低于650℃的某一恰当温度进行长时刻的保温,进行冷却,这种工艺称为回火。为了取得必定的强度和耐性,把淬火和高温回火结合起来的工艺,称为调质。
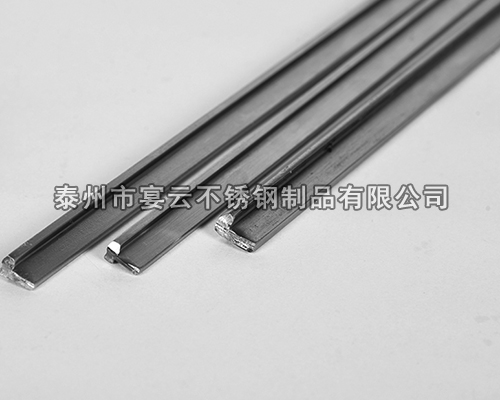
不锈钢的加工性能:1 不锈钢切削时塑形大、韧性高,切削时消耗能量大,切削温度高。不锈钢导热率低,303光元散热不好易形成刀具高温;不锈钢粘结凝焊性强,切削过程中易形成积屑瘤;不锈钢加工硬化倾向强,切削表面易形成硬化层;不锈钢不易断屑,切削过程中易堵塞,影响加工表面的光洁。2 不锈钢切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形导屑槽可改善切削条件;后角,对硬质合金车刀,后角应为6--10°,对高速钢车刀,后角应为8--12°;主偏角60--75°;副偏角,应为8--20°;在粗车时应大于零,在精车时应小于零;光元厂家直销刀尖半径,一般为0.2--0.8mm。3 不锈钢切削中的冷却润滑:采用冷却润滑性能较好的润滑液,如硫化油、极压乳化油、锭子油、油酸或植物油等。

扫一扫,关注我们
联系人:王总
联系电话:15861061122
邮箱:56145055@qq.com
地址: 江苏省泰州市兴化市戴南镇园区大道36号5号厂房

