欢迎光临泰州市宴云不锈钢制品有限公司官方网站!

全国咨询热线
158-610-61122
欢迎光临泰州市宴云不锈钢制品有限公司官方网站!
全国咨询热线
158-610-61122

手机:15861061122(王总)
电话:0523-83773616
邮箱:56145055@qq.com
网址:www.yanyunbxg.com
地址: 兴化市戴南镇张帅路北侧

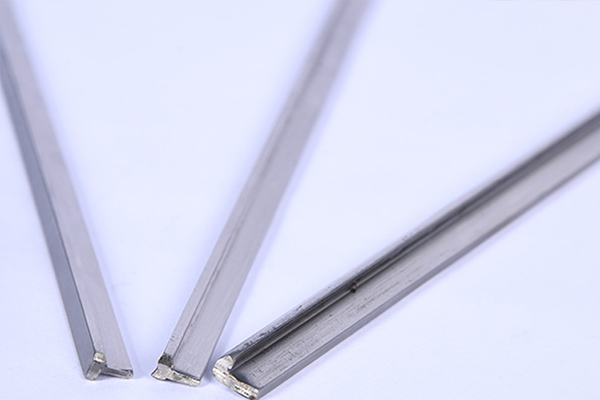
某些不锈钢棒材淬火构成过饱和固溶体后,将其置于室温或稍高的恰当温度下坚持较长时刻,以进步合金的硬度、强度或电性磁性等。研磨棒厂家这样的热处置工艺称为时效处置。把压力加工形变与热处置有用而严密地结合起来进行,使工件取得很好的强度、耐性合作的办法称为形变热处置;在负压气氛或真空中进行的热处置称为真空热处置,它不仅能使工件不氧化,不脱碳,坚持处置后工件外表光洁,316F研磨棒进步工件的功能,还能够通入渗剂进行化学热处置。外表热处置是只加热工件表层,以改动其表层力学功能的金属热处置工艺。

不胀钢,因为未加入Cr,所以不是不锈钢(即非不锈钢)。因为是高Ni材料,一般在不锈钢生产厂制造。它作为接近于不锈钢的特殊钢,在铁内加入镍,含量36%的镍则膨胀系数很小,316F研磨棒体现了特性,其膨胀系数为1.2*10^-6。由此可见,该合金具有不易热胀冷缩的优越性。金属掩模印刷版所谓金属掩模印刷版是安装在印刷基版上而利用糊膏状焊锡做成的印刷版。它是使用极薄不锈钢或不锈钢箔(厚度0.03-0.2mm),研磨棒厂家利用侵蚀浮雕法或激光加工方式制造。它和彩色显像管阴罩不一样,因为它不受热膨胀等的影响,所以使用不锈钢代表钢种SUS304。
不锈钢的加工性能:1 不锈钢切削时塑形大、韧性高,切削时消耗能量大,切削温度高。不锈钢导热率低,316F研磨棒散热不好易形成刀具高温;不锈钢粘结凝焊性强,切削过程中易形成积屑瘤;不锈钢加工硬化倾向强,切削表面易形成硬化层;不锈钢不易断屑,切削过程中易堵塞,影响加工表面的光洁。2 不锈钢切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形导屑槽可改善切削条件;后角,对硬质合金车刀,后角应为6--10°,对高速钢车刀,后角应为8--12°;主偏角60--75°;副偏角,应为8--20°;在粗车时应大于零,在精车时应小于零;研磨棒厂家刀尖半径,一般为0.2--0.8mm。3 不锈钢切削中的冷却润滑:采用冷却润滑性能较好的润滑液,如硫化油、极压乳化油、锭子油、油酸或植物油等。
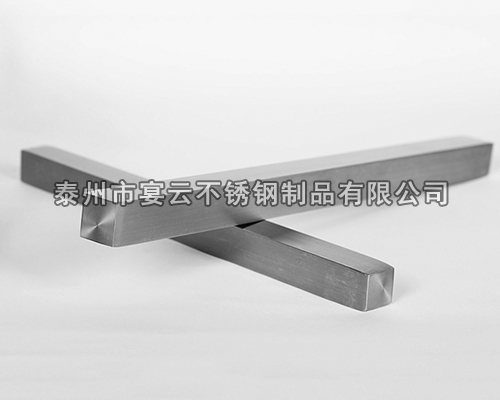
不锈钢六角棒防腐蚀性能以及在紧固件上的用途一、316不锈钢六角棒防腐蚀性能:含钼且含碳量低,316F研磨棒在海洋中和化学工业环境中的抗点腐蚀能力大大地优于304不锈钢,在焊接后或者消除应力后,抗晶界腐蚀能力优秀,在未进行热处理情况下,也能保持良好的耐腐蚀性。二、不锈钢六角棒用途:不锈钢六角螺母、不锈钢六角棒紧固件、不锈钢外六角螺栓、不锈钢圆柱头内六角螺钉(杯头)、研磨棒厂家不锈钢内六角凹端紧定螺钉(凹端机米)、不锈钢内六角平端紧定螺钉(平端机米)、不锈钢内六角紧定螺钉(机米)、不锈钢内六角柱端紧定螺钉(柱端机米)、不锈钢沉头内六角螺钉(平杯)、不锈钢半圆头内六角螺钉(圆杯)等。

扫一扫,关注我们
联系人:王总
联系电话:15861061122
邮箱:56145055@qq.com
地址: 江苏省泰州市兴化市戴南镇园区大道36号5号厂房

