欢迎光临泰州市宴云不锈钢制品有限公司官方网站!

全国咨询热线
158-610-61122
欢迎光临泰州市宴云不锈钢制品有限公司官方网站!
全国咨询热线
158-610-61122

手机:15861061122(王总)
电话:0523-83773616
邮箱:56145055@qq.com
网址:www.yanyunbxg.com
地址: 兴化市戴南镇张帅路北侧

316L不锈钢板在焊接时容易发生以下问题:(1)热裂纹:因为316L不锈钢含Cr、Ni等金属元素较多,304方棒易与S、P等杂质构成低熔点化合物或共晶硼、硅等的偏析,将推动发生热裂纹;焊缝易构成方向性强的粗大柱状晶组织,有利于有害杂质和元素的偏析,然后推动构成接连的晶间液膜,提高了热裂纹的敏感性;若焊接时加热不均匀,则易构成较大的拉应力,推动焊接热裂纹的发生。(2)晶间腐蚀:依据贫铬理论,焊缝和热影响区在加热到450~850℃敏化温度区间时,将发生敏化,过饱和固溶的碳向晶粒距离松散与晶界附近的铬结构成铬的碳化物(CrFe)23C6,并在晶界堆积分出。304方棒铬原子松散速率没有碳快,来不及从晶内补充到晶界附近,因此晶界呈现贫铬区,丧失了抗腐蚀功用,在腐蚀性介质中作业一段时刻会呈现晶间腐蚀。
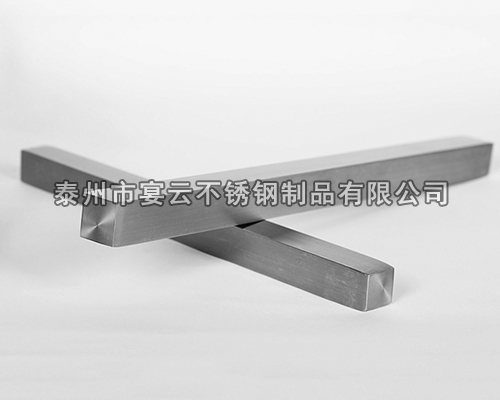
冷加工对机械性能的影响:钢的成形性能极大地取决于材料在冷加工时其屈服强度达到极限抗拉强度时的速率。方棒价格屈服强度和极限抗拉强度曲线带之间的缩小说明成形是被限制的。曲线带之间的缩小显示,大部分屈服强度可以一直使用,任何进一步变形会导致破裂。304方棒另外一方面,钢加工性的增加显示曲线带却没有收敛,在相同冷加工变形量的情况下,这种材料它有极高的塑性,在成形过程中允许有严重的变形。
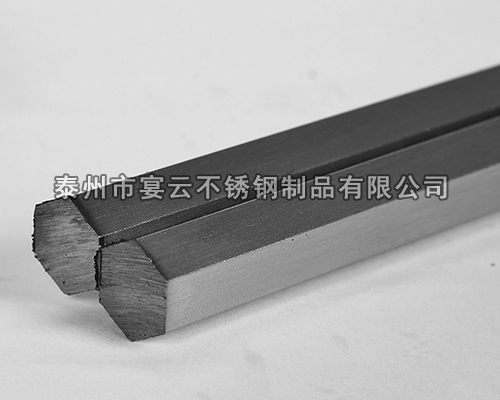
不锈钢的加工性能:1 不锈钢切削时塑形大、韧性高,切削时消耗能量大,切削温度高。不锈钢导热率低,304方棒散热不好易形成刀具高温;不锈钢粘结凝焊性强,切削过程中易形成积屑瘤;不锈钢加工硬化倾向强,切削表面易形成硬化层;不锈钢不易断屑,切削过程中易堵塞,影响加工表面的光洁。2 不锈钢切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形导屑槽可改善切削条件;后角,对硬质合金车刀,后角应为6--10°,对高速钢车刀,后角应为8--12°;主偏角60--75°;副偏角,应为8--20°;在粗车时应大于零,在精车时应小于零;方棒价格刀尖半径,一般为0.2--0.8mm。3 不锈钢切削中的冷却润滑:采用冷却润滑性能较好的润滑液,如硫化油、极压乳化油、锭子油、油酸或植物油等。
不锈钢加工时,主要有以下难点:一、加工时,刀具与工具的发热量高,刀具易磨损,因此,304方棒对刀具要有一定的要求,要耐磨耐高温。同时,做到刃口要锋利,选择合理角度二、转速慢,切削时受力较大。生产效率不高。三、发热量高,方棒价格冷却油选择很重要,一般用氯化硫。效果较好。四、钻深孔及攻丝,难度大。五、加工不锈钢,工人要有一定的经验和过硬的技术。

扫一扫,关注我们
联系人:王总
联系电话:15861061122
邮箱:56145055@qq.com
地址: 江苏省泰州市兴化市戴南镇园区大道36号5号厂房

